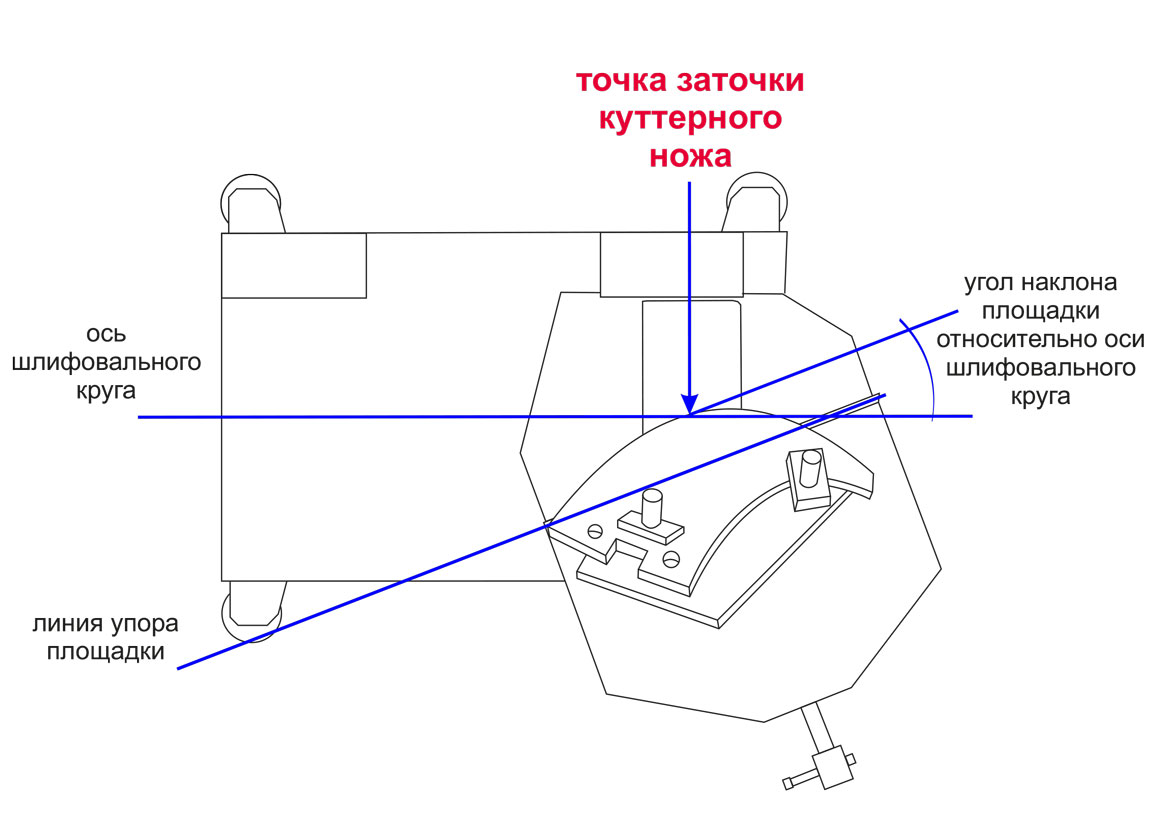
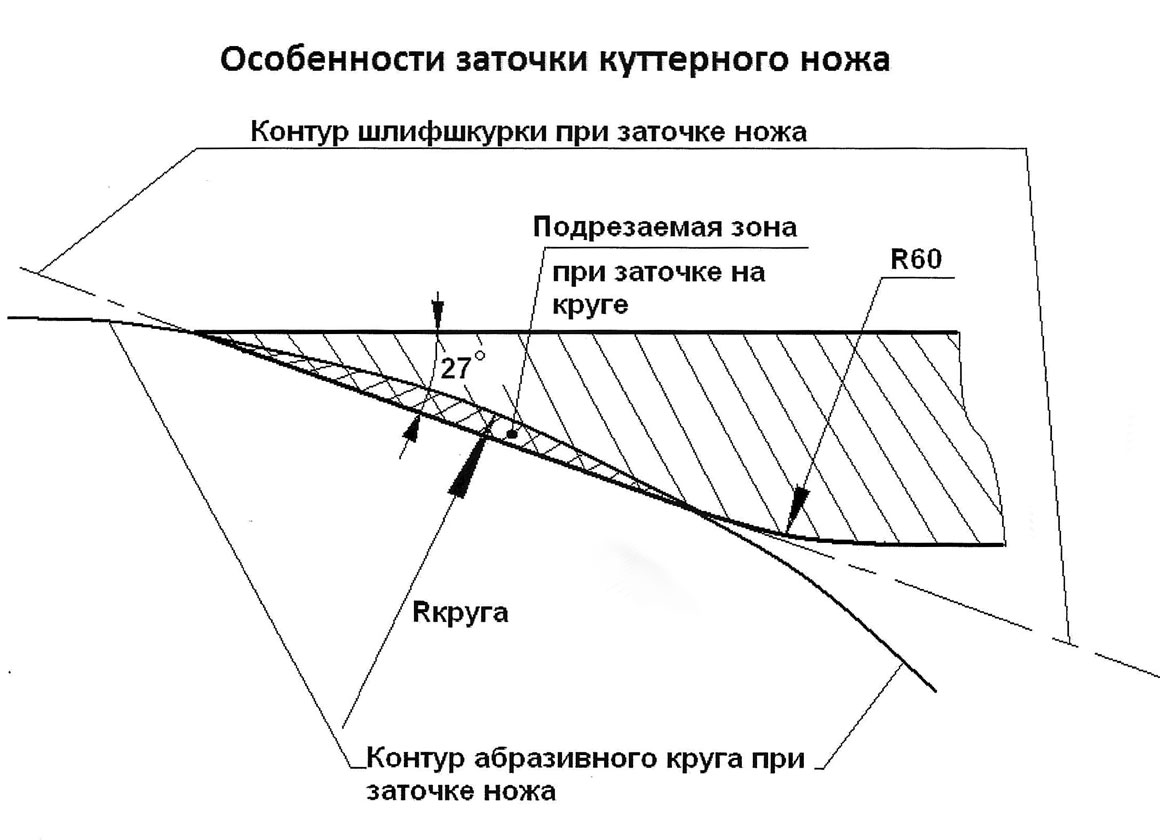
Проанализируем результат заточки куттерного ножа на бесконечной ленте, натянутой между шкивами, на станке ШС-02 и результат заточки на барабане (круге) обтянутом абразивной лентой на станке СЗК-04У.
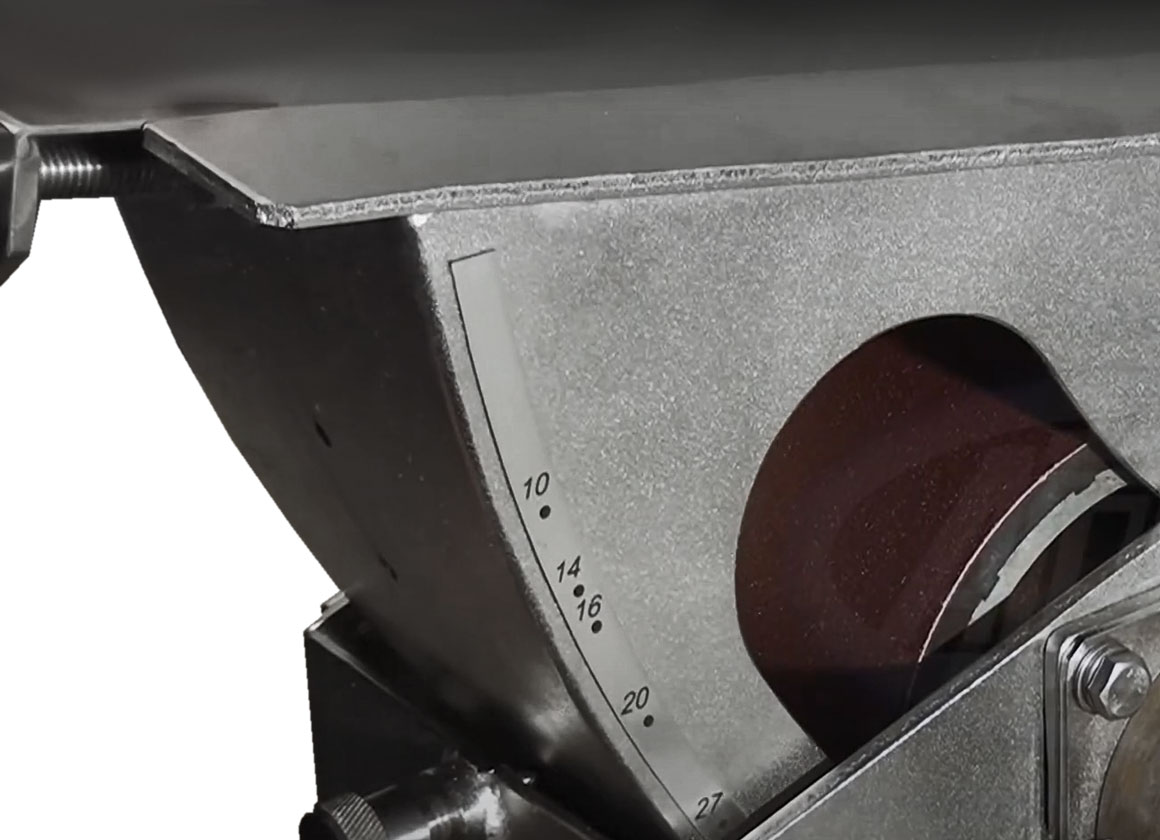
На обоих станках куттерный нож затачивается под рекомендуемым углом 27 градусов. Ленточка жала лезвия не более 3 мм. А также соблюдается линия лезвия ножа, в обоих случаях нож прикреплён к копиру. Различие только в отточке куттерного ножа — переходная часть лезвия между жалом и верхней плоскостью ножа.
На станке ШС-02 производится радиусная отточка. Такая радиусная отточка куттерного ножа является классической и хорошо зарекомендовала себя при эксплуатации. Недостатком является только сам процесс отточки, которая производится на весу, без упора, что небезопасно для заточника.
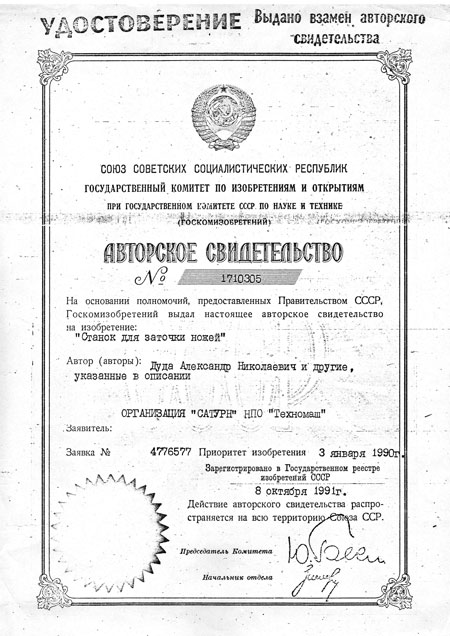
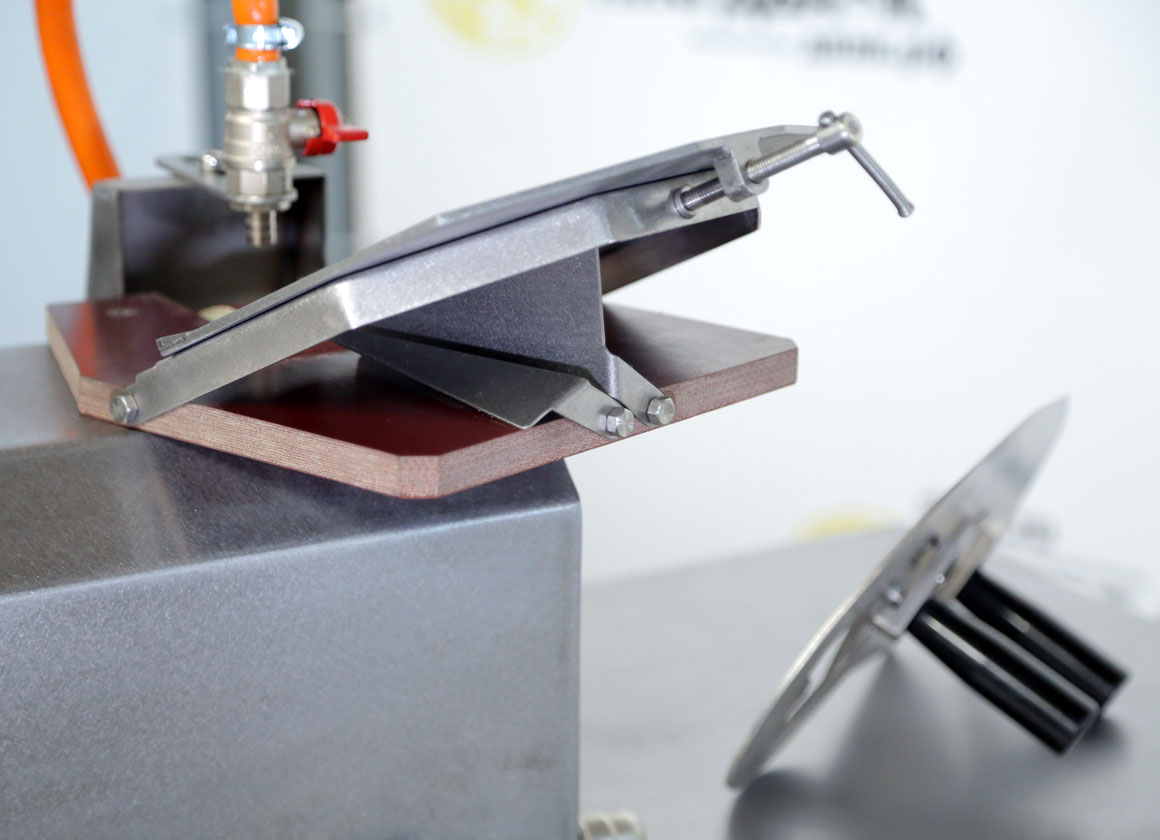
На станке ДВАК СЗК-04У отточка плоскостная, под углом 14 градусов. При плоскостной отточке на круге возможно возникновение небольшой подрезной зоны, которая не влияет на процесс куттерования, а также на эксплуатацию ножа. Ножевая головка куттера вращается с огромной скоростью 3600-4000 оборотов в минуту, создавая при этом силу отталкивающую мясное сырьё от ножа, небольшая подрезная зона, образовавшаяся в процессе отточки способствует отведению мясного сырья, тем самым уменьшая нагрев получаемой эмульсии. К тому же, процесс отточки происходит также как и процесс заточки с упором в площадку, что удобно и безопасно.